GENICHI TAGUCHI

Quién es Genichi Taguchi?
Nació el 1 de enero de 1924 en Japón, fue Ingeniero Mecánico,se graduó en la Universidad de Kiryu, , estudió el doctorado en estadísticas y matemáticas. Fue un gran representante de la calidad, una de sus aportaciones es el diseño robusto.
Dónde trabajó?
Electrical Comunication Laboratory, después de la segunda guerra mundial, implementó un método de mejoramiento en comunicación,que puse en práctica en esta empresa.
También impartió clases el Instituto de Tecnología de China, en Japón también fue profesor en la Universidad de Aoyama.
También fue miembro de la Japán Associaton for Quality Control y la Japanesse Standar Association.
Nippon Telegraph and Telephone también prestó sus servicios.
Taguchi creó una metodología denominada INGENIERIA DE CALIDAD, las técnicas que emplea son cuantitativas.
Principios básicos;
Abarca toda la función de producción, desde el diseño hasta la fabricación.
Qué es la función pérdida?
La función de pérdida se concentra en el consumidor , el ingeniero está en condiciones de comunicarse en el lenguaje del dinero y en el lenguaje de las cosas.
Qué es la calidad para Taguchi.?
Define la calidad en términos de la pérdida generada por el producto de la sociedad, esta pérdida puede ser estimada desde el momento en que un producto es despachado hasta el final de su vida útil.
Nació el 1 de enero de 1924 en Japón, fue Ingeniero Mecánico,se graduó en la Universidad de Kiryu, , estudió el doctorado en estadísticas y matemáticas. Fue un gran representante de la calidad, una de sus aportaciones es el diseño robusto.
Dónde trabajó?
Electrical Comunication Laboratory, después de la segunda guerra mundial, implementó un método de mejoramiento en comunicación,que puse en práctica en esta empresa.
También impartió clases el Instituto de Tecnología de China, en Japón también fue profesor en la Universidad de Aoyama.
También fue miembro de la Japán Associaton for Quality Control y la Japanesse Standar Association.
Nippon Telegraph and Telephone también prestó sus servicios.
Taguchi creó una metodología denominada INGENIERIA DE CALIDAD, las técnicas que emplea son cuantitativas.
Principios básicos;
Abarca toda la función de producción, desde el diseño hasta la fabricación.
Qué es la función pérdida?
La función de pérdida se concentra en el consumidor , el ingeniero está en condiciones de comunicarse en el lenguaje del dinero y en el lenguaje de las cosas.
Qué es la calidad para Taguchi.?
Define la calidad en términos de la pérdida generada por el producto de la sociedad, esta pérdida puede ser estimada desde el momento en que un producto es despachado hasta el final de su vida útil.
Filosofía de la calidad de Taguchi
1.- Un aspecto importante de la calidad de un producto manofacturado es la pérdida total que generada por ese producto a la sociedad.
2.- En una economía competitiva, el mejoramiento continuo de la calidad y la reducción de los costos son impresicndibles para sobrevivir en la industria.
3.- Un programa de mejoramiento continuo de la calidad incluye una incesante reducción en la variación de las características de performance del producto con respecto a sus valores objetivo.
4.- La pérdida del consumidor originada en una variación de la performance del producto es casi siempre proporcional al cuadrado de la desviación de las características del performance con respecto a su valor objetivo. Por eso la medida de la calidad se reduce rápidamente con una gran desviación del objetivo .
5.- La calidad y el coste final de un producto manofacturero están determinados en gran medida por el diseño industrial del producto y su proceso de fabricación.
6.- Una variación de performance se puede producir aprovechando los efectos no lineales conjuntos de los parámetros del producto o proceso sobre las características del performance.
7.- Los experimentos estadísticamente planificados se pueden utilizar para determinar los parámetros del producto o proceso que reducen la variación de la performance..
Control en línea y fuera de línea.
Los métodos de Taguchi para el control de calidad dentro y fuera de la línea representan una propuesta original para reducir la variación del producto.
Los métodos on line comprenden diferentes técnicas para mantener los valores-objetivo y la variación con respecto al objetivo en una planta industrial. En estas técnicas se utilizan dentro del control estadístico . No obstante, han sido las técnicas de control de calidad off line las que han distinguido los métodos de Taguchi.
Componentes del control de calidad off line:
A) Diseño del sistema, el diseño del sistema es la selección y diseño de un producto que satisfaga los requerimientos del consumidor.
B)Identificación de parámetros, es la identificación de las variables clave del proceso que afectan la variación del producto y la definición de los niveles parámetro que producirán la menor cantidad de variación en el funcionamiento del producto.-
C) Determinación de la tolerancia, consiste en la determinación de cuales son los factores que más contribuye a eliminar la variación del producto, y en la determinación de los niveles de tolerancia apropiados en el producto final, a fin de cumplir con las especificaciones.
Taguchi escribió más de 20 libros donde dejó todos sus conocimientos, algunos son:
1.- Un aspecto importante de la calidad de un producto manofacturado es la pérdida total que generada por ese producto a la sociedad.
2.- En una economía competitiva, el mejoramiento continuo de la calidad y la reducción de los costos son impresicndibles para sobrevivir en la industria.
3.- Un programa de mejoramiento continuo de la calidad incluye una incesante reducción en la variación de las características de performance del producto con respecto a sus valores objetivo.
4.- La pérdida del consumidor originada en una variación de la performance del producto es casi siempre proporcional al cuadrado de la desviación de las características del performance con respecto a su valor objetivo. Por eso la medida de la calidad se reduce rápidamente con una gran desviación del objetivo .
5.- La calidad y el coste final de un producto manofacturero están determinados en gran medida por el diseño industrial del producto y su proceso de fabricación.
6.- Una variación de performance se puede producir aprovechando los efectos no lineales conjuntos de los parámetros del producto o proceso sobre las características del performance.
7.- Los experimentos estadísticamente planificados se pueden utilizar para determinar los parámetros del producto o proceso que reducen la variación de la performance..
Control en línea y fuera de línea.
Los métodos de Taguchi para el control de calidad dentro y fuera de la línea representan una propuesta original para reducir la variación del producto.
Los métodos on line comprenden diferentes técnicas para mantener los valores-objetivo y la variación con respecto al objetivo en una planta industrial. En estas técnicas se utilizan dentro del control estadístico . No obstante, han sido las técnicas de control de calidad off line las que han distinguido los métodos de Taguchi.
Componentes del control de calidad off line:
A) Diseño del sistema, el diseño del sistema es la selección y diseño de un producto que satisfaga los requerimientos del consumidor.
B)Identificación de parámetros, es la identificación de las variables clave del proceso que afectan la variación del producto y la definición de los niveles parámetro que producirán la menor cantidad de variación en el funcionamiento del producto.-
C) Determinación de la tolerancia, consiste en la determinación de cuales son los factores que más contribuye a eliminar la variación del producto, y en la determinación de los niveles de tolerancia apropiados en el producto final, a fin de cumplir con las especificaciones.
Taguchi escribió más de 20 libros donde dejó todos sus conocimientos, algunos son:
Aportaciones y filosofía
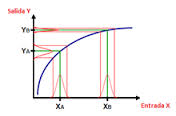
GenichiTaguchi propuso experimentos estadísticamente planeados para el diseño de parámetros. Un experimento de diseño es una prueba o serie de planeados que permiten al experimentador obtener conclusiones sobre la situación en estudio. Para Taguchi los experimentos de diseño de parámetros están dirigidos a reducir la variabilidad causada por variaciones de manufactura, en la mayoría de los proceso industriales, controlar la variabilidad es mucho más difícil que controlar el valor promedio.
Taguchi clasifica las variables que afectan las características de rendimiento en función de que son parámetros e diseño o de fuentes de ruido. Los parámetros de diseño son aquellos en los que el ingeniero de diseño puede seleccionar sus ajustes nominales. La fuente de ruido son todas aquellas variables que causan características de desempeño que se desvían de los valores objetivos. Los factores de ruido pueden variarse sistemáticamente en un experimento diseñado, es necesario identificar e incluirse en el experimento los factores clave que afectan el desempeño o rendimiento del producto en el campo, así como el desempeño de los procesos de manufactura. Un objetivo del experimento es identificar los ajustes de los parámetros de diseño a los que se reduce el efecto de los factores de ruido en las características de desempeño. El efecto mismo se determina variando sistemáticamente lo ajustes de los parámetros de diseño del experimento y comparando resultados. Los experimentos se pueden llevar acabo ya sea físicamente o mediante simulación por computadora, con un programa que relacione el desempeño con los parámetros de diseño y con los factores de ruido.
Otros objetivos de los experimentos de Taguchi incluyen identificar los ajustes de los parámetros de diseño que reducen el costo sin sacrificar la calidad, la determinación de parámetros de diseño que influyen el valor medio de la característica de rendimiento pero sin tener ningún efecto en su variación, así como la identificación de aquellos parámetros de diseñoque no tiene ninguna influencia detectable en las características de desempeño. Las tolerancias de este tipo de parámetros pueden ser menos severas. Otro concepto central en los métodos de Taguchi es la relación de señal a ruido S/N, que mide la sensibilidad de un efecto a los factores de ruido, el efecto es decirla señal, se mide según el valor medio, en tanto que la variabilidad en la señal representa los factores de ruido, que se miden según la desviación estándar, por lo que S/N esencialmente es la relación de la media a la desviación estándar. Este tipo de medición incorpora tanto factores controlables como no controlables. Relaciones elevadas de señal a ruido significan que la sensibilidad a los factores de ruido es reducida.
La terminología y señal ruido puede aplicarse a cualquier tipo de producto servicio. La señal es lo que pretende que el producto o el componente deben entregar. El ruido es la interferencia creada por factores externos del entorno, o incluso componentes internos del sistema, que afectan la calidad de la señal. Como herramienta de mejora de la calidad, los métodos de Taguchi han conseguido un éxito considerable en muchas industrias, dando resultados excepcionales en diseños de alta tecnología, productos de calidad, incluyendo métodos dentro de los procesos. El procedimiento Taguchi de diseño experimental viola algunos principios estadísticos tradicionales, por lo que fue criticado por los expertos en este ramo.
Como agregado a las limitaciones de su procedimiento, Taguchi introdujo algunos análisis estadísticamente inválidos y confusos, ignoro procedimientos modernos para el análisis de muchos de estos temas que todavía están sujetos a debate, las contribuciones de Taguchi incluyen la popularización de la idea d un diseño robusto de producto y de llamar mayor atención a la educación de la ingeniería de calidad.
La función perdida de Taguchi.
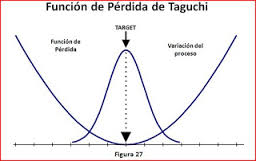
Taguchi propuso un procedimiento significativamente distinto para consolidar la calidad con base en las implicaciones económicas de no cumplir con las especificaciones objetivo. Taguchi definió la calidad como “evitar una pérdida que un producto le causa a la sociedad, después de haber sido embarcado, distinta a cualquier otra pérdida causada por funciones intrínsecas”. La pérdida para la sociedad incluye costos incurridos por la imposibilidad del producto de cumplir con las expectativas del cliente, la imposibilidad de cumplir con las características de desempeño y los efectos colaterales dañinos causados por el producto. La posibilidad de cumplir con las expectativas del cliente precipita numerosas pérdidas directas e indirectas. La imposibilidad de cumplir con las características de desempeño implica pérdidas similares. Si el producto no se desempeña correctamente al ser adquirido, los costos de servicio deben ser absorbidos por el distribuidor o el fabricante, y se daña su reputación. Finalmente, un amala calidad, puede dar como resultado otras perdidas de la sociedad, como contaminación o ruido, otros costos, que afectan a la sociedad en general.
Taguchi mide las perdidas en unidades monetarias y las relaciona con las características cuantificables del producto. De esta manera traduce el lenguaje del ingeniero al gerente. Para comprende mejor la filosofía de Taguchi en la forma en que esto influye en el diseño de tolerancias, reconsidere la definición con base en la manufactura de la calidad como “conformidad con las especificaciones”. Cuando se llenan las especificaciones nominales, los productos son más uniformes lo que reduce los costos totales para la sociedad.
GenichiTaguchi propuso experimentos estadísticamente planeados para el diseño de parámetros. Un experimento de diseño es una prueba o serie de planeados que permiten al experimentador obtener conclusiones sobre la situación en estudio. Para Taguchi los experimentos de diseño de parámetros están dirigidos a reducir la variabilidad causada por variaciones de manufactura, en la mayoría de los proceso industriales, controlar la variabilidad es mucho más difícil que controlar el valor promedio.
Taguchi clasifica las variables que afectan las características de rendimiento en función de que son parámetros e diseño o de fuentes de ruido. Los parámetros de diseño son aquellos en los que el ingeniero de diseño puede seleccionar sus ajustes nominales. La fuente de ruido son todas aquellas variables que causan características de desempeño que se desvían de los valores objetivos. Los factores de ruido pueden variarse sistemáticamente en un experimento diseñado, es necesario identificar e incluirse en el experimento los factores clave que afectan el desempeño o rendimiento del producto en el campo, así como el desempeño de los procesos de manufactura. Un objetivo del experimento es identificar los ajustes de los parámetros de diseño a los que se reduce el efecto de los factores de ruido en las características de desempeño. El efecto mismo se determina variando sistemáticamente lo ajustes de los parámetros de diseño del experimento y comparando resultados. Los experimentos se pueden llevar acabo ya sea físicamente o mediante simulación por computadora, con un programa que relacione el desempeño con los parámetros de diseño y con los factores de ruido.
Otros objetivos de los experimentos de Taguchi incluyen identificar los ajustes de los parámetros de diseño que reducen el costo sin sacrificar la calidad, la determinación de parámetros de diseño que influyen el valor medio de la característica de rendimiento pero sin tener ningún efecto en su variación, así como la identificación de aquellos parámetros de diseñoque no tiene ninguna influencia detectable en las características de desempeño. Las tolerancias de este tipo de parámetros pueden ser menos severas. Otro concepto central en los métodos de Taguchi es la relación de señal a ruido S/N, que mide la sensibilidad de un efecto a los factores de ruido, el efecto es decirla señal, se mide según el valor medio, en tanto que la variabilidad en la señal representa los factores de ruido, que se miden según la desviación estándar, por lo que S/N esencialmente es la relación de la media a la desviación estándar. Este tipo de medición incorpora tanto factores controlables como no controlables. Relaciones elevadas de señal a ruido significan que la sensibilidad a los factores de ruido es reducida.
La terminología y señal ruido puede aplicarse a cualquier tipo de producto servicio. La señal es lo que pretende que el producto o el componente deben entregar. El ruido es la interferencia creada por factores externos del entorno, o incluso componentes internos del sistema, que afectan la calidad de la señal. Como herramienta de mejora de la calidad, los métodos de Taguchi han conseguido un éxito considerable en muchas industrias, dando resultados excepcionales en diseños de alta tecnología, productos de calidad, incluyendo métodos dentro de los procesos. El procedimiento Taguchi de diseño experimental viola algunos principios estadísticos tradicionales, por lo que fue criticado por los expertos en este ramo.
Como agregado a las limitaciones de su procedimiento, Taguchi introdujo algunos análisis estadísticamente inválidos y confusos, ignoro procedimientos modernos para el análisis de muchos de estos temas que todavía están sujetos a debate, las contribuciones de Taguchi incluyen la popularización de la idea d un diseño robusto de producto y de llamar mayor atención a la educación de la ingeniería de calidad.
La función perdida de Taguchi.
Taguchi propuso un procedimiento significativamente distinto para consolidar la calidad con base en las implicaciones económicas de no cumplir con las especificaciones objetivo. Taguchi definió la calidad como “evitar una pérdida que un producto le causa a la sociedad, después de haber sido embarcado, distinta a cualquier otra pérdida causada por funciones intrínsecas”. La pérdida para la sociedad incluye costos incurridos por la imposibilidad del producto de cumplir con las expectativas del cliente, la imposibilidad de cumplir con las características de desempeño y los efectos colaterales dañinos causados por el producto. La posibilidad de cumplir con las expectativas del cliente precipita numerosas pérdidas directas e indirectas. La imposibilidad de cumplir con las características de desempeño implica pérdidas similares. Si el producto no se desempeña correctamente al ser adquirido, los costos de servicio deben ser absorbidos por el distribuidor o el fabricante, y se daña su reputación. Finalmente, un amala calidad, puede dar como resultado otras perdidas de la sociedad, como contaminación o ruido, otros costos, que afectan a la sociedad en general.
Taguchi mide las perdidas en unidades monetarias y las relaciona con las características cuantificables del producto. De esta manera traduce el lenguaje del ingeniero al gerente. Para comprende mejor la filosofía de Taguchi en la forma en que esto influye en el diseño de tolerancias, reconsidere la definición con base en la manufactura de la calidad como “conformidad con las especificaciones”. Cuando se llenan las especificaciones nominales, los productos son más uniformes lo que reduce los costos totales para la sociedad.